Email:alexander@dayiforgingtech.cn
Language: 




Traditionally, the heating of 9Cr2Mo cold-rolled steel ingots involves multiple holding stages, resulting in long processing times and low efficiency. However, recent research shows that optimizing the heating process through finite element simulation technology can shorten the heating time by approximately 20% while ensuring product quality.
Cold rolling rolls are critical components in the steel industry, and those made of 9Cr2Mo material are widely used due to their excellent hardness and wear resistance. The quality of these forgings directly impacts the precision and efficiency of the entire rolling process.
Traditional heating schemes, when setting the number of holding stages and holding times, primarily rely on engineering experience and standard manuals, often conservatively designing multiple holding stages and longer holding times.
This conservative design leads to excessively long heating cycles, severely affecting production efficiency and cost control.
To solve this problem, our technical team first conducted in-depth research on the properties of 9Cr2Mo from a materials science perspective. They plotted precise phase equilibrium diagrams and CCT curves, providing a solid theoretical basis for the heating process.
The phase equilibrium diagram shows that the complete austenitization temperature of 9Cr2Mo is 824.19℃, and the solidus temperature is 1475.49℃. The CCT curve reveals the A1 line temperature of 759℃, the A3 line temperature of 824.2℃, and the precipitation behavior of martensite at different temperatures.
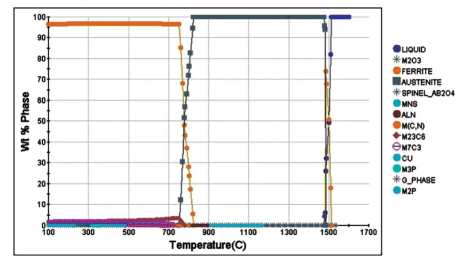
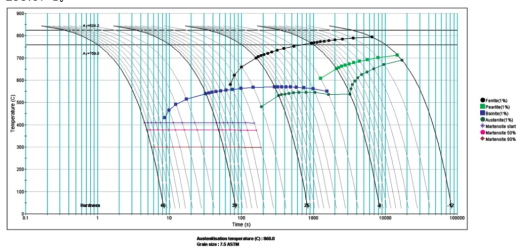
Figure 1. Phase equilibrium diagram of 9Cr2Mo material. Figure 2. CCT curve diagram of 9Cr2Mo material.
Heating process plan development
Based on the company's actual situation, two heating schemes were simulated. Scheme 1 and Scheme 2 were designed with different numbers of temperature holding stages. Scheme 1 uses four stages of temperature holding and heating, while Scheme 2 uses three stages of temperature holding and heating, as shown in Figures 3 and 4
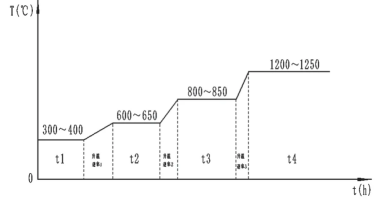
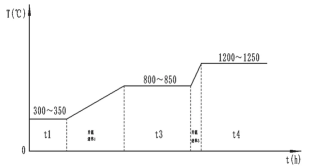
Figure 3: Curve diagram of heating scheme 1 Figure 4. Curve diagram of heating scheme 2.
03 Solution Comparison
The research team used finite element simulation technology to design and compare two different heating schemes. Scheme 1 employed the traditional four-stage heating process, while Scheme 2 simplified it to three stages.
The simulation covered the temperature field distribution, equivalent stress field distribution, temperature gradient changes, and the variation of equivalent stress over time throughout the entire heating process.
Monitoring data from the central cross-section of the 25-ton steel ingot showed that the results of both schemes were almost identical at the end of the high-temperature holding stage, both in terms of temperature field and equivalent stress field.
Equivalent stress analysis showed that the maximum stress value throughout the entire heating process was 183.25 MPa, occurring in the central region during the low-temperature stage, while the final maximum stress value in the surface region decreased to 57.33 MPa. This value is far below the material's yield strength, ensuring the safety of the heating process.
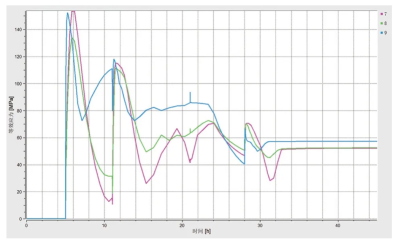
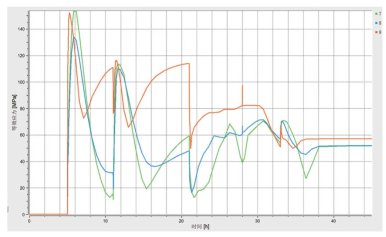
Scheme 1: Equivalent stress-time curves for the Scheme 2: Equivalent stress-time curves for the
four insulation steps (cross-sections). three insulation steps (cross-sections).
Comparing the detailed data of the two schemes, researchers found significant differences. In terms of temperature gradient, Scheme 1 showed four temperature change gradients, while Scheme 2 had only three.
The temperature gradient in the surface region was consistently greater than that in the center and R/2 regions. The equivalent stress-time curve showed that the stress reached its maximum during the heating phase at 450°C, and gradually stabilized after rising above 850°C.
The key finding is that Scheme 2, while ensuring heating quality, reduced the total heating time by 20% compared to Scheme 1. This optimization not only improved production efficiency but also significantly reduced energy consumption and production costs.
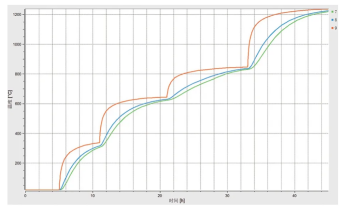
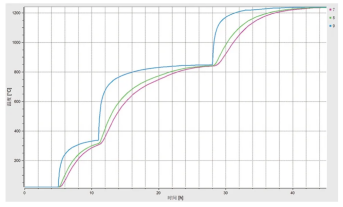
Scheme 1: Temperature-time curves for the Scheme 2: Temperature-time curves for the
four insulation steps (cross-sections) three insulation stages (cross-sectional view)
1) Heating of 9Cr2Mo steel ingots of the same type and tonnage was carried out according to schemes 1 and 2. The temperature field and equivalent stress field results were the same at the end of the high-temperature holding stage. No cracking occurred during the actual heating process, and scheme 2 saved approximately 20% of the time compared to scheme 1;
2) With different preheating and holding stages below 500℃, the core stress value was higher at 450℃. As the temperature increased, the overall stress value of different cross-sections decreased, and the surface stress value was greater than the core stress value during the high-temperature stage;
3) For heating cold steel ingots weighing less than 30 tons, the preheating and holding stages below the phase transformation temperature (A1 line 759℃) can be appropriately reduced, or the holding time can be shortened as much as possible. The heating rate should be less than half of the high-temperature heating rate, and thorough heating should be ensured during the high-temperature holding stage. This shortens the heating cycle while ensuring heating quality, saving manufacturing costs and improving production efficiency.
The turnover speed of the rolling mills on the production line has significantly increased, and the finished product rate remains at a high level of 99.8%. In today's steel industry, which increasingly emphasizes energy saving and consumption reduction, this seemingly minor process optimization is accumulating into considerable economic and environmental benefits.
Contact: Mr. Alexander King
Phone: +86 17621575373
Tel: +86 17621575373
Email: alexander@dayiforgingtech.cn
Whatsapp:+86 17621575373
Add: Room 1-124, Changkai Building, Gulou District, Xuzhou City, Jiangsu Province, China
We chat
